- +86-371-65621391
- sale@alumhm.com
- Zhengzhou, Henan, China
Los compradores industriales de discos y bobinas de aluminio para ollas, sartenes, cacerolas y arroceras suelen enfrentarse al mismo problema: el material parece similar en la oferta comercial, pero su comportamiento en embutición, anodizado y distribución térmica puede cambiar de forma importante según la aleación, el temple y la calidad superficial.
La principal preocupación del cliente suele ser la consistencia en embutición profunda, porque una variación pequeña en grano, lubricación, espesor o rebaba puede traducirse en roturas, arrugas, alto rechazo y pérdida de productividad en prensa.

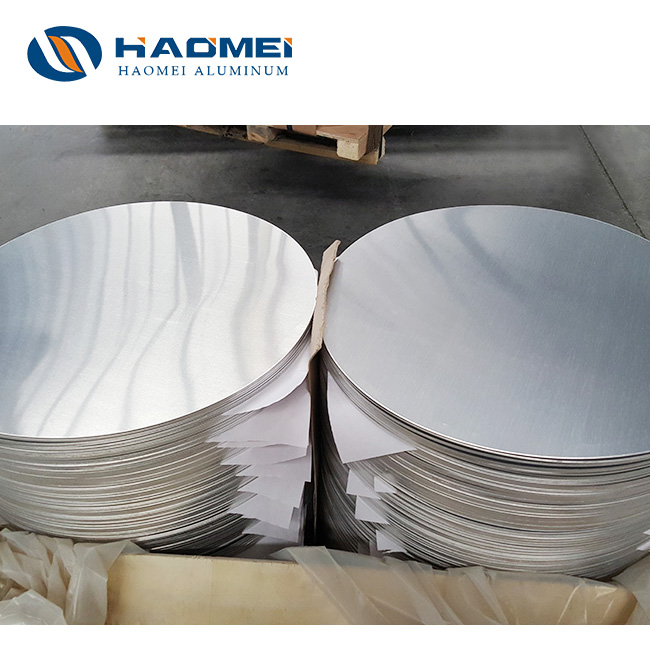
En este contexto, el Círculo de aluminio para menaje debe evaluarse como un producto semielaborado de proceso, no solo como una pieza cortada. Para líneas de cocina doméstica y profesional, las series 1xxx y 3xxx siguen siendo las más usadas por su buena conformabilidad, conductividad térmica y disponibilidad global.
Las aleaciones más habituales para utensilios de cocina son 1050, 1060, 1070, 1100 y 3003. En aplicaciones donde se prioriza la máxima conductividad térmica y una deformación sencilla, 1050 y 1060 son referencias muy extendidas. Cuando se necesita algo más de resistencia mecánica, 3003 añade manganeso y mejora el desempeño estructural, aunque reduce algo la conductividad frente a las series más puras.
Un punto técnico importante es el temple. Para estampación y embutición profunda se usan con frecuencia O, H12 o H14, según la geometría final y el nivel de deformación. El temple O ofrece la mayor ductilidad; H12 y H14 pueden ser adecuados para piezas menos exigentes o cuando se busca equilibrio entre rigidez y conformabilidad.
1060 círculo de aluminio es una especificación habitual en baterías de cocina, recipientes y sartenes de conformado medio, debido a su alto contenido de aluminio y respuesta estable en procesos de conformación.
| Aleación | Contenido y rasgo principal | Ventaja industrial | Limitación relativa | Uso típico |
|---|---|---|---|---|
| 1050 | Aluminio de alta pureza | Excelente conformabilidad y conductividad | Menor resistencia | Ollas y recipientes estampados |
| 1060 | Pureza alta y buena uniformidad | Muy usada en embutición y anodizado | Resistencia moderada | Sartenes, ollas, discos anodizables |
| 1100 | Buena resistencia a corrosión | Acabado superficial estable | Menor uso que 1050 y 1060 en algunos mercados | Utensilios ligeros |
| 3003 | Al-Mn | Mejor resistencia mecánica | Conductividad algo menor | Menaje con mayor exigencia estructural |
La ruta típica parte de colada continua o laminación de plancha, seguida de laminación en caliente, laminación en frío, recocido, nivelación y corte en círculo por punzonado o corte rotativo. En menaje de alta productividad, la estabilidad del material depende de la homogeneidad metalúrgica entre bobinas y lotes.
Los defectos más costosos para el transformador suelen ser:

Para mitigarlos, conviene auditar tres variables del proveedor:
| Tema | Referencia habitual | Relevancia para el comprador |
|---|---|---|
| Composición química | EN 573, ASTM B209, GB/T aplicables | Verifica aleación declarada |
| Dimensiones y tolerancias | EN 485, ASTM B209 | Controla espesor y variación dimensional |
| Contacto con alimentos | Reglamento (CE) n.º 1935/2004 | Exige que el material y su uso previsto sean aptos para contacto alimentario |
| Buenas prácticas de fabricación | Reglamento (CE) n.º 2023/2006 | Importante si el material entra en cadena alimentaria en la UE |
| Sustancias restringidas | REACH y RoHS, según mercado y uso | Evalúa conformidad química y documental |
En compras para exportación a la Unión Europea, el cumplimiento documental suele incluir declaración de conformidad, trazabilidad por lote y soporte técnico sobre composición. Si el producto final tendrá recubrimiento antiadherente o anodizado, también debe comprobarse la compatibilidad del sustrato con ese proceso posterior.
El precio de un círculo de aluminio para cookware no depende solo del peso. La fórmula de costo suele integrar:
| Factor | Impacto típico en precio | Qué revisar |
|---|---|---|
| LME aluminio | Alto | Tendencia semanal y coberturas |
| Prima regional | Medio a alto | Diferencia entre Asia, Europa y América |
| Espesor y diámetro | Medio | Afecta rendimiento de corte y merma |
| Aleación y temple | Medio | 1xxx y 3xxx tienen estructuras de costo distintas |
| Energía y gas | Alto en ciclos de tensión | Influye en recocido y laminación |
| Volumen de compra | Medio | Mejora negociación y planificación de producción |
Según datos del Banco Mundial y de la London Metal Exchange, el aluminio mantiene alta sensibilidad a energía, restricciones de capacidad, inventarios y demanda de transporte, construcción y envase. Para compradores de cookware, esto significa que el ciclo de precio puede moverse incluso cuando la demanda de menaje es estable, porque la materia prima responde a factores macroindustriales más amplios.
En cadena de suministro, China sigue siendo un centro dominante en capacidad de laminación y transformación; India, Oriente Medio y el sudeste asiático han ganado relevancia como fuentes complementarias. Europa ofrece fuerte cumplimiento normativo y trazabilidad, aunque con estructuras de costo generalmente más altas. Para compras por volumen, una estrategia prudente es combinar proveedor principal y alternativa homologada, con revisión trimestral de desempeño.
Para compras eficientes, el mejor proveedor no es necesariamente el más barato por tonelada, sino el que reduce rechazo, mantiene lote estable y documenta conformidad. En utensilios de cocina, esa diferencia suele verse en línea de producción antes que en la factura inicial.