- +86-371-65621391
- sale@alumhm.com
- Zhengzhou, Henan, China
La chapa redonda de aluminio, también llamada disco o círculo de aluminio, se compra normalmente en grandes volúmenes para utensilios de cocina, luminarias, señalización, tapas, filtros, recipientes, piezas embutidas y componentes industriales. Para el comprador de bobina, fleje, chapa o lámina fina, el reto no es solo obtener un diámetro correcto: es asegurar rendimiento de embutición, estabilidad de precio, trazabilidad y suministro repetible.

En compras industriales, la especificación debe cerrar cuatro puntos antes de negociar: aleación, temple, espesor y tolerancias. La preocupación principal del cliente suele ser planitud estable con rebaba controlada, porque una rebaba alta genera desgaste de troqueles, rechazo visual y paradas de línea.
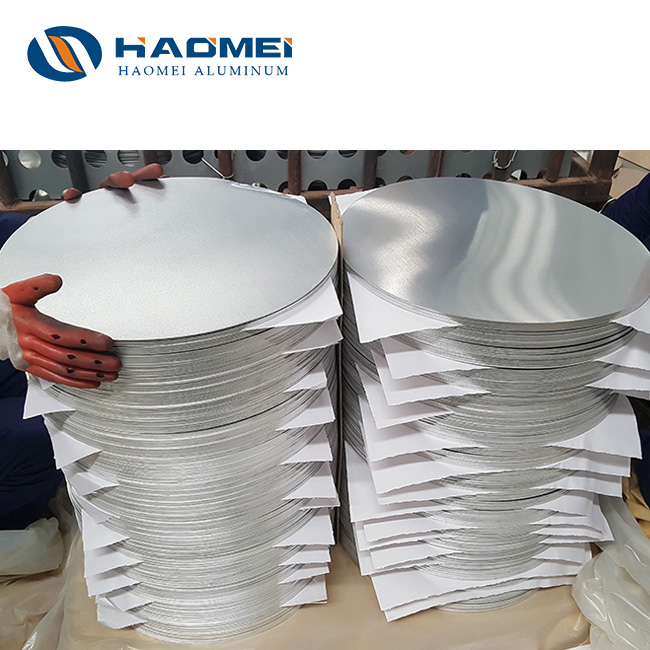
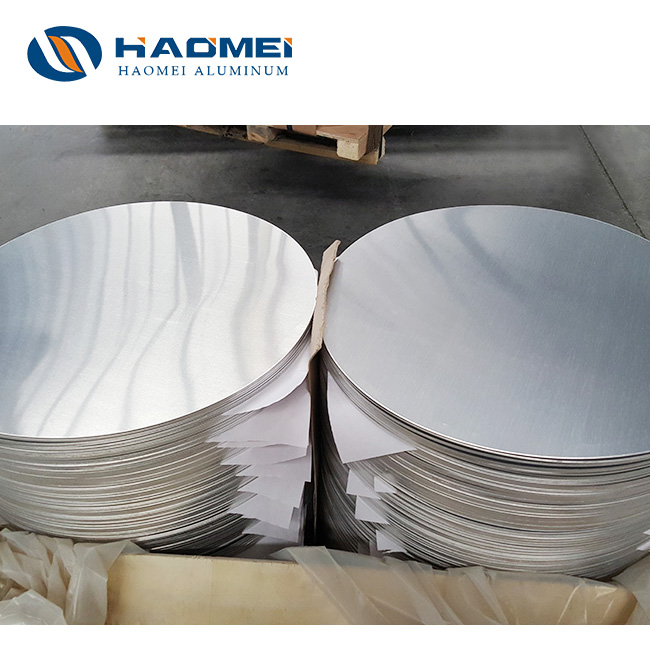
La chapa redonda puede fabricarse desde bobina laminada en frío o desde chapa cortada, según diámetro, volumen y exigencia superficial. Para grandes lotes, el punzonado desde bobina suele reducir coste por pieza y mejorar productividad. Para diámetros grandes o espesores elevados, el corte desde placa puede ser más práctico.
En pedidos recurrentes, conviene usar el término Círculo de aluminio cuando se trata de discos listos para estampación, embutición o anodizado. La norma de referencia depende del mercado: ASTM B209 cubre chapa y placa de aluminio en Estados Unidos; EN 485 regula chapa, banda y placa en Europa; EN 573 define composición química; ISO 9001 ayuda a auditar gestión de calidad, aunque no sustituye una especificación metalúrgica.
| Aleación | Característica industrial | Aplicaciones frecuentes | Observación de compra |
|---|---|---|---|
| 1050 | Alta pureza, buena conductividad, excelente conformado | Reflectores, tapas, discos decorativos | Adecuada cuando prima ductilidad y acabado |
| 1060 | Alta pureza y buena resistencia a corrosión | Utensilios, recipientes, componentes eléctricos | Muy usada en embutición ligera |
| 1100 | Aluminio comercialmente puro con buena trabajabilidad | Señalización, utensilios, piezas generales | Buena opción para anodizado y formado |
| 3003 | Aluminio-manganeso, más resistente que series 1xxx | Menaje, cubiertas, piezas embutidas | Mejor equilibrio entre resistencia y conformado |
| 5052 | Aluminio-magnesio, resistencia superior a corrosión | Componentes marinos, tapas, piezas estructurales ligeras | Exige mayor control de radio y retorno elástico |
El temple también decide el resultado. O y H12 favorecen embutición y doblado; H14 o H18 aumentan dureza, pero reducen elongación. En discos para ollas, sartenes o recipientes profundos, el comprador debe solicitar datos de elongación, límite elástico y comportamiento en copa, no solo composición química.
Para contacto alimentario, en la Unión Europea deben considerarse el Reglamento CE 1935/2004 sobre materiales en contacto con alimentos y el Reglamento CE 2023/2006 sobre buenas prácticas de fabricación. En Estados Unidos, los requisitos de la FDA pueden aplicar según uso y recubrimiento. Cuando hay anodizado, pintura, antiadherente o laminación, también se debe revisar migración, trazabilidad de recubrimientos y declaración de conformidad.
La ruta habitual es colada, laminación en caliente, laminación en frío, recocido, nivelado, corte circular, limpieza, inspección y embalaje. Cada etapa afecta planitud, superficie y rendimiento en prensa. Una bobina con tensión interna puede parecer correcta al recibirla, pero deformarse después del punzonado o durante el embutido.

Lista de verificación antes de aprobar un pedido:
| Parámetro | Riesgo si no se controla | Método práctico de verificación |
|---|---|---|
| Rebaba | Daño en troqueles, cortes al operador, rechazo visual | Medición en borde y revisión táctil controlada |
| Planitud | Atascos en alimentación automática | Regla, mesa plana o medición por lote |
| Lubricación residual | Problemas de pintura, soldadura o recubrimiento | Prueba de limpieza y acuerdo de aceite residual |
| Rayas y manchas | Rechazo en anodizado o acabado espejo | Inspección bajo luz uniforme |
| Dureza y elongación | Grietas en embutición profunda | Ensayo mecánico y prueba en prensa |
Para menaje y utensilios, el círculo de aluminio de embutición profunda para utensilios de cocina debe priorizar grano uniforme, baja anisotropía y superficie limpia. Si el proveedor solo ofrece precio por tonelada sin informar temple real, historial de recocido y control de bordes, el ahorro inicial puede convertirse en desperdicio durante la fabricación.

El precio industrial de la chapa redonda se forma a partir de aluminio primario o chatarra, prima regional, coste de laminación, recocido, corte circular, merma, embalaje, financiación y flete. La Bolsa de Metales de Londres publica precios de referencia del aluminio primario; no representa el coste total entregado, pero sirve como índice para contratos. Las primas regionales, como las publicadas por agencias de precios reconocidas, reflejan disponibilidad local, inventario y logística.
En discos, la merma es un factor importante. El rendimiento depende del diámetro y del ancho de bobina. Si el anidado es deficiente, el coste por pieza sube aunque el precio por tonelada parezca competitivo. Para contratos anuales, compare coste por mil piezas útiles, no solo coste por tonelada.
| Elemento de coste | Impacto en compras masivas | Acción recomendada |
|---|---|---|
| Metal base | Alta exposición a ciclos de mercado | Usar fórmula con referencia LME y fecha de valoración |
| Prima regional | Varía por zona y disponibilidad | Negociar origen, puerto y plazo de validez |
| Conversión | Depende de espesor, temple y tolerancia | Separar coste de laminación y coste de corte |
| Merma | Afecta precio real por pieza | Optimizar diámetro frente a ancho de bobina |
| Flete | Sensible a rutas y congestión | Definir Incoterms 2020 y embalaje exportable |
| Cumplimiento | Evita retenciones y rechazos | Preparar certificados, país de origen y conformidad |
La cadena de suministro mundial de aluminio está influida por energía, alúmina, bauxita, capacidad de fundición y políticas comerciales. El Servicio Geológico de Estados Unidos identifica a China como el mayor productor de aluminio primario, mientras que el Instituto Internacional del Aluminio publica estadísticas mensuales de producción por región. Para compradores europeos y americanos, los derechos antidumping, aranceles, requisitos de origen y normas de sostenibilidad pueden cambiar el coste total.
En periodos de demanda alta, suelen alargarse los plazos de laminación y recocido. En ciclos bajos, pueden aparecer ofertas atractivas, pero conviene verificar antigüedad del material, condiciones de almacenamiento y riesgo de oxidación. Para evitar interrupciones, mantenga doble fuente aprobada, especifique equivalencias de norma y acuerde inventario de seguridad para diámetros críticos.
Modelo práctico de compra para grandes volúmenes:
Una especificación clara reduce disputas y mejora la negociación. En la chapa redonda de aluminio, el proveedor adecuado no es necesariamente el más barato por tonelada, sino el que entrega discos repetibles, con tolerancias verificables, documentación completa y estabilidad durante todo el ciclo de mercado.